Faceplate for 100 mm spindle
After fitting the new 100 mm spindle and bearings, see here, both my original faceplate and my tee slot faceplate would not fit the new spindle. A face plate is available from Amadeal (www.amadeal.co.uk) to fit the 100 mm spindle. The problem with this faceplate is that the holes are a very long way from the centre because of the flange.
My original tee slot faceplate was designed to overcome this problem since the tee slots allow clamps to be positioned close to the centre. However after some use I realised that simple radial slots are not always ideal. For example, fixing an angle plate with fixed hole distances is only possible at one position. A slotted angle plate allows a little more latitude in placement but it is not always enough.
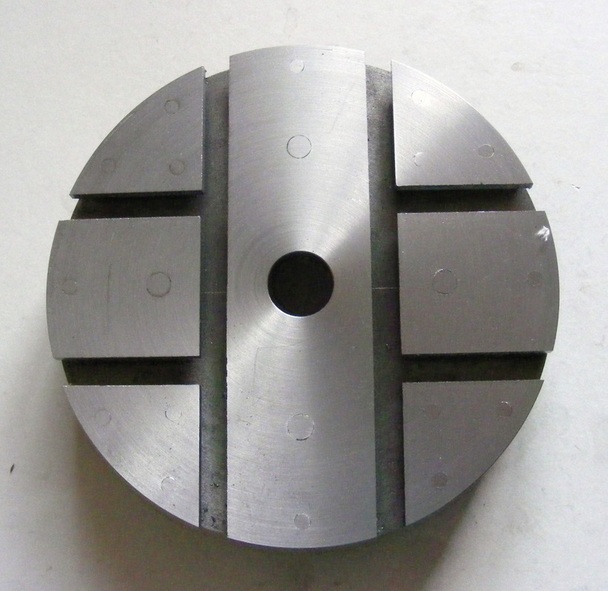
I have therefore made a new tee slot faceplate to fit the new spindle flange and I have changed the layout of the tee slots. The faceplate has two double tee slots crossing the face at right angles to each other as shown in the header photo. Each double slot has a centre spacing of 50 mm. This allows any object, such as an angle plate, with a holes 50 mm apart to be positioned anywhere along a radius.
The base of the new faceplate was made from a 2kg cast iron dumbell weight. This was turned, faced and the recess cut as described for my original tee slot faceplate.
My original tee slot faceplate was designed to overcome this problem since the tee slots allow clamps to be positioned close to the centre. However after some use I realised that simple radial slots are not always ideal. For example, fixing an angle plate with fixed hole distances is only possible at one position. A slotted angle plate allows a little more latitude in placement but it is not always enough.
I have therefore made a new tee slot faceplate to fit the new spindle flange and I have changed the layout of the tee slots. The faceplate has two double tee slots crossing the face at right angles to each other as shown in the header photo. Each double slot has a centre spacing of 50 mm. This allows any object, such as an angle plate, with a holes 50 mm apart to be positioned anywhere along a radius.
The base of the new faceplate was made from a 2kg cast iron dumbell weight. This was turned, faced and the recess cut as described for my original tee slot faceplate.
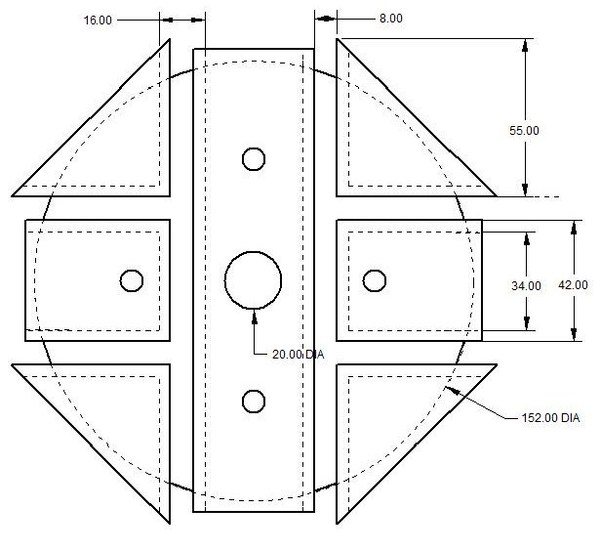
I made the tee slots in a different way to that described previously. The layout of the parts on the base plate is shown above. The central piece was made from 10 mm hot rolled steel and it was cut to 42 mm wide x 155 mm long and the two long edges rebated 5mm wide and 5mm deep using the mill. The shorter pieces were also made of the same material but 42mm x 105 mm long. All the edges were then rebated 5mm x 5mm. This piece was then cut in half to give the two short pieces rebated on three edges. The four segment pieces were made from two 10mm x 55mm x 55mm hot rolled steel squares. The four edges of each of these were rebated as before and then cut diagonally across so that each square produced two triangular pieces. Once all the pieces were cut and milled they were then drilled, tapped and bolted onto the base plate using a piece of 8 x 12 mm bright mild steel flat to ensure accurate spacing of the tee slots.
The faceplate is mounted on the spindle and the surplus material overhanging the edge of the base plate was turned away. The final operation was to then face the faceplate. This was done with a very slow feed (using the cross slide motor) and a sharp tool to give a fine surface finish.
The faceplate is mounted on the spindle and the surplus material overhanging the edge of the base plate was turned away. The final operation was to then face the faceplate. This was done with a very slow feed (using the cross slide motor) and a sharp tool to give a fine surface finish.
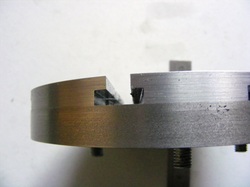
An edge view of the faceplate showing one of the tee slots. The cast iron base plate is clearly visible below the tee slot.

The rear of the faceplate showing the fixing screws securing the rebated plates to the base plate. The screws around the edge are M5 socket head in counterbored holes. The inner screws are M5 countersunk head. The four studs pass through clearance holes in the base plate into threaded holes in the rebated plates. The studs are secured in the threaded holes with Loctite.
The centre hole was drilled out to 20 mm diameter using a blacksmiths drill.
The centre hole was drilled out to 20 mm diameter using a blacksmiths drill.
This arrangement of slots provides many more clamping opportunities than the original tee slot faceplate.
